
© EUTECT GmbH
Produkte |
Effiziente Taktzeiten durch simultane Prozesse dank Rundtakt-Lötautomation
Für viele Produktionsleiter stellt sich bei der Neuinvestition in Maschinen oftmals die immer wiederkehrende Frage: Setze ich die neue Anlage als Insellösung ein oder investiere ich in eine kleine Inline-Prozesslinie und welche Auswirkungen hat dies auf meine Taktzeiten?
Das ist eine Produktankündigung von EUTECT GmbH. Allein der Emittent ist für den Inhalt verantwortlich.
Welche effizienten Lösungen es aber geben kann, wenn auf Grund des Produktes oder des Fertigungsvolumens nur eine Insellösung in Frage kommt, zeigt die Eutect GmbH mit der Rundtakt-Lötautomation.
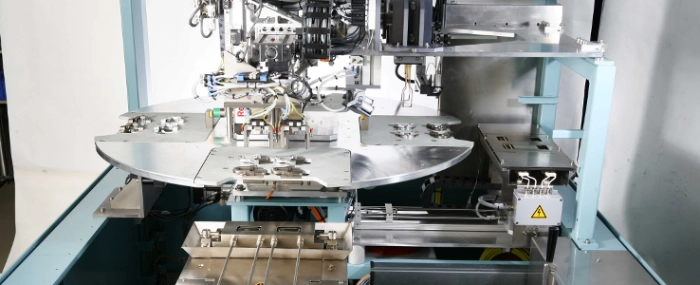
Die Gründe für Insellösungen in der Elektronikfertigung sind vielfältig: Fertigungsvolumina, Materialherausforderungen von Baugruppen oder auch mangelnder Platz in der Fertigung können für eine Entscheidung für Insellösungen sprechen. In diesem Fall bedarf es einzigartiger Lösungen, um aus der Insellösung einen effizienten Prozess zu machen. Gerade beim Löten von Baugruppen wird dies umso deutlicher, da hier zum Teil unterschiedliche Prozessschritte wie Eingabe, Vorheizen, Fluxen und Löten kombiniert werden müssen. Aus diesen vier Takten entwickelte Eutect die 4-Takt-Rundeingabe, wobei einzelne Prozesstakte auch ausgetauscht werden können.
„Unsere Idee bestand darin, zu versuchen, effiziente Taktzeiten durch simultane Prozesse zu erreichen“, erklärt Matthias Fehrenbach, geschäftsführender Gesellschafter der Eutect GmbH. Dabei musste berücksichtigt werden, dass der zeitlich längste Prozess die gesamte Taktzeit des Lötprozesse vorgibt. „Dieser Entwicklung konnte aber unter anderem entgegengewirkt werden, indem wir Mehrfachproduktaufnahmen entwickelten. Dies hängt natürlich vom Bauteil selber ab, aber durch eine intelligente Anordnung der einzelnen Prozessmodule in der Produktionszelle können Taktzeiten so zum Teil halbiert werden“, führt Fehrenbach weiter aus. Die Lötrahmen zur Mehrfachproduktaufnahme werden von Eutect in der eigenen CNC-Abteilung hergestellt und somit auf die Prozesse und Module abgestimmt.
Das Be- und Entladen der Rundtakteingabe kann im ersten Schritt manuell erfolgen. In einer weiteren Ausbaustufe kann dies vollautomatisch von einem Roboter erledigt werden. „Der Kunde hat somit immer noch eine Entwicklungsstufe, die zu einer weiteren Effizienzsteigerung seines Lötprozesses führt“, so Fehrenbach. Die Produktionszelle ist dabei sehr kompakt und hat eine Stellfläche von weniger als 3,5m². Kunden- und materialspezifische Anbauten rund die Zelle können kundenspezifisch realisiert werden.
Innerhalb der Zelle selber können Miniwellen mit unterschiedlichen Düsengeometrien eingesetzt werden. Die Gesamtsteuerung der Anlage erfolgt über das Eutect Maschinen-Interface EMI. Mittels EMI können Produkte angelegt, bearbeitet, kopiert und gelöscht werden. Des Weiteren werden Jobs und Lothöhenregelung über die Software verwaltet. Neben der Produktverwaltung umfasst EMI auch den JobCreator, mit dem Jobs grafisch editiert werden können. Weitere diverse Parameter wie die X, Y, Z-Positionen, Dreh- (D) und Zustellachse (E), Eintauch- & Abrissgeschwindigkeit, Verfahrgeschwindigkeit, Verweildauer und Reihenfolge können über EMI gemanagt werden. Der Teachmode ermöglicht das Anfahren ausgewählter Koordinaten (X, Y, Z, D, E), um aktuelle Achs-Positionen zu korrigieren und zu übernehmen oder aus aktueller Position neue Elemente in den Job hinzuzufügen.